سالیان بسیاری است که کشور ما در زمینه ساخت قطعات صنعتی پیشرفت بسیاری داشته است و برای تکمیل فرایند ساخت قطعات صنعتی باید مراحل متفاوتی از جمله جوش کاری، برش کاری، شکل دهی، خم، ریخته گری، ماشین کاری ( تراش کاری، فرز کاری، cnc) تزریق پلاستیک و …. را پشت سر گذاشت که بدیهی است […]
سالیان بسیاری است که کشور ما در زمینه ساخت قطعات صنعتی پیشرفت بسیاری داشته است و برای تکمیل فرایند ساخت قطعات صنعتی باید مراحل متفاوتی از جمله جوش کاری، برش کاری، شکل دهی، خم، ریخته گری، ماشین کاری ( تراش کاری، فرز کاری، cnc) تزریق پلاستیک و …. را پشت سر گذاشت که بدیهی است کوچک ترین اشتباهی منجر به بی کیفیتی محصولات صنعتی می شود؛ به همین دلیل هم قصد داریم که شما را در این مقاله با ساخت قطعات صنعتی بیشتر آشنا کنیم.
بسیاری از افراد هرگز از اهمیت ساخت قطعه های صنعتی آگاه نیستند؛ اما بهتر است بدانید که اگر یک کشور یا یک کارخانه در زمینه ایجاد قطعات صنعتی نا توان باشد باعث می شود که خیلی زود از سایر رقبای خود عقب بماند و دنیای فناوری را به تولیدی های دیگر واگذار کند.
البته فرایند ایجاد قطعات صنعتی بسیار پیچیده می باشد و سازندگان باید نهایت دقت و توجه خود را در این عرصه به کار بگیرند.
مهم ترین وظیفه سینی کابل هدایت و نگهداری کابل های الکتریکی می باشد که در توزیع برق هم کمک بسیاری می کند؛ اما به طور خلاصه می توان گفت که در اولین قدم انتخاب ورق سینی کابل صورت می گیرد و سپس به کمک دستگاه NC برش قطعات اتفاق می افتاد و در برخی مکان ها هم امکان دارد این برش را به وسیله قیچی های مخصوص انجام دهند و سوراخ کاری این محصول هم توسط دستگاه CNC پانچ رخ می دهد و کیفیت سوراخ کاری هم از جمله مسائل بسیار حساس می باشد و مرحله خم کاری با توجه به ضخامت آن صورت می گیرد که به اشکال دو خم، چهار خم و شش خم انجام می شود و مرحبه آخر جوش کاری است که به کمک دستگاه مجهز CO2 انجام می شود و در آخر قطعات را بررسی می کنند تا از کیفیت مطلوب آن اطمینان حاصل کنند.
از این وسیله برای عبور و هدایت کابل ها استفاده می شود و ورق نردبان کابل ها از نو فولاد سیاه می باشد که توسط دستگاه NC در طول های ۲ الی ۳ متری برش می خورد و پانچ کردن یا همان سوراخ کردن نردبان کابل به کمک دستگاه CNC رخ می دهد که در اتصال و بستن کابل ها نقش مهمی را ایفا می کند و بعد نوبت به خم کاری این محصول می باشد که با ضخامت ورق ها ارتباط مستقیمی را ایفا می کند و در حالت های دو خم، چهار خم و شش خم رخ می دهد و مرحله آخر که فرایند جوش کاری می باشد بهتر است با نهایت دقت و تمرکز انجام شود و در حین این عملکرد از اسپری زینک بهره ببرند تا نردبان کابل به زنگ زدگی دچار نشود و در انتها هم کلیه قطعات را بررسی می کنند.
ساخت انواع گلند پلاستیکی و گلند فلزی
گلند ها پوشش دهنده پانچ های ورودی و خروجی تابلو های برق می باشد اما لازم به ذکر است که در حین اتصال کابل به تابلو برق، امکان دارد که خطرات بسیاری پدید آید و به همین دلیل هم برای افزایش امنیت از گلند کابل ها استفاده می کنیم؛ بهتر است بدانید که گلند ها از متعلقات گوناگونی از قبیل مهره تثبیت کننده، واشر آب بندی، بدنه و چنگال نگهدارنده، واشر محافظ کابل و درپوش تشکیل شده است که ساخت و تولید کلیه این قطعات در توسعه قدرت اسپادان میسر می باشد.
بوش باتن از یک دکمه فشار تشکیل شده است و در هنگامی که این دکمه را فشار دهیم یک جریان و مدار الکتریکی را تکمیل می کند که اصولا برای سهولت استفاده سطح آن صاف و مسطح می باشد؛ گفتنی است که فرایند تولید آن در شرکت توسعه قدرت اسپادان رخ می دهد.
کنترل استیشن ضد انفجار
کنترل استیشن ضد انفجار یا همان LOCAL CONTROL STATION ها از کلید های استارت آپ، چراغ سیگنال، آمپر متر، چنج آور، کلید گردان و … تشکیل شده است که امکان روشن و خاموش کردن تجهیزات را به اپراتور ها می دهد و جنس دکمه های آن هم اغلب از فلز و پلاستیک می باشد.
قطعات صنعتی و ضد انفجار نفت و گاز و پتروشیمی
این قطعات که شامل محفظه ضد انفجار، روشنایی ضدانفجار، اتصالات ضد انفجار و دیگر محصولات ضد انفجار و برق صنعتی می باشد و بدیهی است که در صنعت های نفت، گاز، پتروشیمی کاربرد بسیاری دارد.
قطعات خاص مورد نیاز فولاد، سیمان، صنایع معدنی و سایر صنایع
شرکت آمادگی خود را در زمینه ساخت قطعات صنعتی و ضد انفجار مورد نیاز صنعت کشور را دارد و همان طور توانایی تولید و مهندسی معکوس قطعات خاص وارداتی از جمله اتصالات برق و متعلقات و اجزاء محصولات صنعت برق، انواع قاب مهتابی ضد انفجار و نگهدارنده، براکت، بوش، محفظه، زانو و دیگر محصولات مورد نیاز صنایع نفت، گاز، پتروشیمی، معادن، فولاد، سیمان و دیگر کارخانه ها را دارد. امید است با اعتماد شما بتوانیم قدم کوچکی در رشد و شکوفایی کشور عزیزمان برداریم .
مراحل طراحی و تولید قطعات صنعتی
طراحی صنعتی مجموعه ای از فرایند طراحی است که بر روی محصولات اعمال می شود و به کمک اندکی خلاقیت و ابزار های تکنولوژی می توان قطعات متنوعی را طراحی و تولید کرد که مراحل تولید قطعات صنعتی به شرح ذیل می باشد:
طراحی
برش کاری
پانچ کاری
ماشین کاری
خم کاری
تزریق
جوش کاری
پرداخت
تست
بسته بندی
سفارش ساخت قطعات برق صنعتی
ساخت قطعات صنعتی به هیچ عنوان کار سهل و ساده ای نیست به همین دلیل هم در انتخاب مراکز تولید این قطعات، باید نهایت دقت و توجه خود را به کار بگیریم تا در نهایت کالای با کیفیت را دریافت کنیم؛ برای این کار کافی است که به مراکز ساخت قطعات صنعتی و برق صنعتی، مراجعه کنید و با خیالی آسوده سفارش ساخت قطعات صنعتی خود را ثبت کنید.
معرفی سایر تولیدات شاپ صنعت
متعلقات برق صنعتی و اتصالات
متعلقات تجهیزات برق صنعتی و گلند، از تنوع نسبتا بالایی برخوردار هستند که شامل درپوش، ارت تگ، شرود، انواع واشر، مهره، تبدیل، براکت نگهدارنده روشنایی و اقلام نصب آن و انواع بست و قلاب و زنجیر و …. می باشد
ریل مینیاتوری
در دنیای کنونی برای ثابت نگه داشتن تجهیزات برقی در داخل تابلو ها، باکس ها و … از قطعاتی از قبیل ریل مینیاتوری استفاده می کنیم که در اغلب مواقع در عمق ۱ الی ۲ سانتی متری تولید و عرضه می شود و در شکل های U و C قابل دسترسی می باشد و در اجناس استیل، گالوانیزه و … به بازار وارد می شود.
کابلشو، کانکتوری است که برای اتصال ایمن کابل به تجهیزات برقی استفاده می شود و بدیهی است که این وسیله سبب افزایش امنیت و سهولت استفاده انسان از آن می شود و در اجناس مس، آلومینیوم، بیمتال و … تولید می شود.
نحوه ارسال سفارش قطعات صنعتی
با توجه به این که قطعات صنعتی معمولا جزء تجهیزات حساس و آسیب پذیر می باشند به همین دلیل هم توسط پیک و مسافت های دور توسط پست، تعاونی و شرکت های باربری معتبر و … با هماهنگی مشتریان محترم ارسال می شود.
کلام آخر
شما عزیزان به منظور کسب اطلاعات بیشتر و همچنین آشنا شدن با انواع قطعات صنعتی، کافی است که به سایت مرغوب شاپ صنعت مراجعه کنید و یا با شماره ۰۳۱۳۴۵۴۳۰۶۰ و ۰۳۱۳۴۵۴۳۰۶۱ تماس حاصل فرمایید و از مشاوره رایگان ما بهره ببرید، همکاران ما در سریع ترین زمان ممکن پاسخ گوی شما خواهند بود.







تـــوضـــیــحــات مـــحصــول
سالیان بسیاری است که کشور ما در زمینه ساخت قطعات صنعتی پیشرفت بسیاری داشته است و برای تکمیل فرایند ساخت قطعات صنعتی باید مراحل متفاوتی از جمله جوش کاری، برش کاری، شکل دهی، خم، ریخته گری، ماشین کاری ( تراش کاری، فرز کاری، cnc) تزریق پلاستیک و …. را پشت سر گذاشت که بدیهی است کوچک ترین اشتباهی منجر به بی کیفیتی محصولات صنعتی می شود؛ به همین دلیل هم قصد داریم که شما را در این مقاله با ساخت قطعات صنعتی بیشتر آشنا کنیم.
فهرست مطالب
اهمیت ساخت قطعات صنعتی چیست؟
بسیاری از افراد هرگز از اهمیت ساخت قطعه های صنعتی آگاه نیستند؛ اما بهتر است بدانید که اگر یک کشور یا یک کارخانه در زمینه ایجاد قطعات صنعتی نا توان باشد باعث می شود که خیلی زود از سایر رقبای خود عقب بماند و دنیای فناوری را به تولیدی های دیگر واگذار کند.
البته فرایند ایجاد قطعات صنعتی بسیار پیچیده می باشد و سازندگان باید نهایت دقت و توجه خود را در این عرصه به کار بگیرند.
ساخت و تولید قطعات صنعتی در توسعه قدرت اسپادان
سینی کابل
مهم ترین وظیفه سینی کابل هدایت و نگهداری کابل های الکتریکی می باشد که در توزیع برق هم کمک بسیاری می کند؛ اما به طور خلاصه می توان گفت که در اولین قدم انتخاب ورق سینی کابل صورت می گیرد و سپس به کمک دستگاه NC برش قطعات اتفاق می افتاد و در برخی مکان ها هم امکان دارد این برش را به وسیله قیچی های مخصوص انجام دهند و سوراخ کاری این محصول هم توسط دستگاه CNC پانچ رخ می دهد و کیفیت سوراخ کاری هم از جمله مسائل بسیار حساس می باشد و مرحله خم کاری با توجه به ضخامت آن صورت می گیرد که به اشکال دو خم، چهار خم و شش خم انجام می شود و مرحبه آخر جوش کاری است که به کمک دستگاه مجهز CO2 انجام می شود و در آخر قطعات را بررسی می کنند تا از کیفیت مطلوب آن اطمینان حاصل کنند.
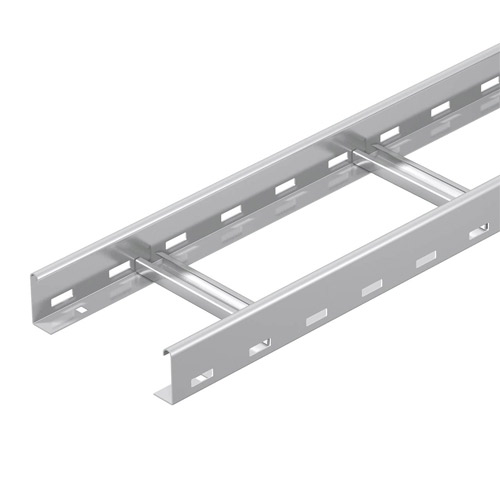
نردبان کابل
از این وسیله برای عبور و هدایت کابل ها استفاده می شود و ورق نردبان کابل ها از نو فولاد سیاه می باشد که توسط دستگاه NC در طول های ۲ الی ۳ متری برش می خورد و پانچ کردن یا همان سوراخ کردن نردبان کابل به کمک دستگاه CNC رخ می دهد که در اتصال و بستن کابل ها نقش مهمی را ایفا می کند و بعد نوبت به خم کاری این محصول می باشد که با ضخامت ورق ها ارتباط مستقیمی را ایفا می کند و در حالت های دو خم، چهار خم و شش خم رخ می دهد و مرحله آخر که فرایند جوش کاری می باشد بهتر است با نهایت دقت و تمرکز انجام شود و در حین این عملکرد از اسپری زینک بهره ببرند تا نردبان کابل به زنگ زدگی دچار نشود و در انتها هم کلیه قطعات را بررسی می کنند.
ساخت انواع گلند پلاستیکی و گلند فلزی
گلند ها پوشش دهنده پانچ های ورودی و خروجی تابلو های برق می باشد اما لازم به ذکر است که در حین اتصال کابل به تابلو برق، امکان دارد که خطرات بسیاری پدید آید و به همین دلیل هم برای افزایش امنیت از گلند کابل ها استفاده می کنیم؛ بهتر است بدانید که گلند ها از متعلقات گوناگونی از قبیل مهره تثبیت کننده، واشر آب بندی، بدنه و چنگال نگهدارنده، واشر محافظ کابل و درپوش تشکیل شده است که ساخت و تولید کلیه این قطعات در توسعه قدرت اسپادان میسر می باشد.
پوش باتن ضد انفجار
بوش باتن از یک دکمه فشار تشکیل شده است و در هنگامی که این دکمه را فشار دهیم یک جریان و مدار الکتریکی را تکمیل می کند که اصولا برای سهولت استفاده سطح آن صاف و مسطح می باشد؛ گفتنی است که فرایند تولید آن در شرکت توسعه قدرت اسپادان رخ می دهد.
کنترل استیشن ضد انفجار
کنترل استیشن ضد انفجار یا همان LOCAL CONTROL STATION ها از کلید های استارت آپ، چراغ سیگنال، آمپر متر، چنج آور، کلید گردان و … تشکیل شده است که امکان روشن و خاموش کردن تجهیزات را به اپراتور ها می دهد و جنس دکمه های آن هم اغلب از فلز و پلاستیک می باشد.
قطعات صنعتی و ضد انفجار نفت و گاز و پتروشیمی
این قطعات که شامل محفظه ضد انفجار، روشنایی ضدانفجار، اتصالات ضد انفجار و دیگر محصولات ضد انفجار و برق صنعتی می باشد و بدیهی است که در صنعت های نفت، گاز، پتروشیمی کاربرد بسیاری دارد.
قطعات خاص مورد نیاز فولاد، سیمان، صنایع معدنی و سایر صنایع
شرکت آمادگی خود را در زمینه ساخت قطعات صنعتی و ضد انفجار مورد نیاز صنعت کشور را دارد و همان طور توانایی تولید و مهندسی معکوس قطعات خاص وارداتی از جمله اتصالات برق و متعلقات و اجزاء محصولات صنعت برق، انواع قاب مهتابی ضد انفجار و نگهدارنده، براکت، بوش، محفظه، زانو و دیگر محصولات مورد نیاز صنایع نفت، گاز، پتروشیمی، معادن، فولاد، سیمان و دیگر کارخانه ها را دارد. امید است با اعتماد شما بتوانیم قدم کوچکی در رشد و شکوفایی کشور عزیزمان برداریم .
مراحل طراحی و تولید قطعات صنعتی
طراحی صنعتی مجموعه ای از فرایند طراحی است که بر روی محصولات اعمال می شود و به کمک اندکی خلاقیت و ابزار های تکنولوژی می توان قطعات متنوعی را طراحی و تولید کرد که مراحل تولید قطعات صنعتی به شرح ذیل می باشد:
سفارش ساخت قطعات برق صنعتی
ساخت قطعات صنعتی به هیچ عنوان کار سهل و ساده ای نیست به همین دلیل هم در انتخاب مراکز تولید این قطعات، باید نهایت دقت و توجه خود را به کار بگیریم تا در نهایت کالای با کیفیت را دریافت کنیم؛ برای این کار کافی است که به مراکز ساخت قطعات صنعتی و برق صنعتی، مراجعه کنید و با خیالی آسوده سفارش ساخت قطعات صنعتی خود را ثبت کنید.
معرفی سایر تولیدات شاپ صنعت
متعلقات برق صنعتی و اتصالات
متعلقات تجهیزات برق صنعتی و گلند، از تنوع نسبتا بالایی برخوردار هستند که شامل درپوش، ارت تگ، شرود، انواع واشر، مهره، تبدیل، براکت نگهدارنده روشنایی و اقلام نصب آن و انواع بست و قلاب و زنجیر و …. می باشد
ریل مینیاتوری
در دنیای کنونی برای ثابت نگه داشتن تجهیزات برقی در داخل تابلو ها، باکس ها و … از قطعاتی از قبیل ریل مینیاتوری استفاده می کنیم که در اغلب مواقع در عمق ۱ الی ۲ سانتی متری تولید و عرضه می شود و در شکل های U و C قابل دسترسی می باشد و در اجناس استیل، گالوانیزه و … به بازار وارد می شود.
کابلشو
کابلشو، کانکتوری است که برای اتصال ایمن کابل به تجهیزات برقی استفاده می شود و بدیهی است که این وسیله سبب افزایش امنیت و سهولت استفاده انسان از آن می شود و در اجناس مس، آلومینیوم، بیمتال و … تولید می شود.
نحوه ارسال سفارش قطعات صنعتی
با توجه به این که قطعات صنعتی معمولا جزء تجهیزات حساس و آسیب پذیر می باشند به همین دلیل هم توسط پیک و مسافت های دور توسط پست، تعاونی و شرکت های باربری معتبر و … با هماهنگی مشتریان محترم ارسال می شود.
کلام آخر
شما عزیزان به منظور کسب اطلاعات بیشتر و همچنین آشنا شدن با انواع قطعات صنعتی، کافی است که به سایت مرغوب شاپ صنعت مراجعه کنید و یا با شماره ۰۳۱۳۴۵۴۳۰۶۰ و ۰۳۱۳۴۵۴۳۰۶۱ تماس حاصل فرمایید و از مشاوره رایگان ما بهره ببرید، همکاران ما در سریع ترین زمان ممکن پاسخ گوی شما خواهند بود.
مجموعه شاپ صنعت با سال های تجربه در ارائه بهترین کالا با متریال و مطابق با استانهدارهای جهانی مفتخر به فروش انواع گلند؛ گلند کابل؛ گلند فلزی؛ گلند آرموردار؛ گلند برنجی؛ قیمت گلند؛ گلندM20؛ گلند سرگرد؛ باکس استیل؛ تابلو برق استیل شما عزیزان میتوانید برای خرید متناسب با نیازتان با مشاورین مجموعه همه روزه به جز ایام تعطیل تماس گرفته و از راهنمایی و مشاوره کارشناسان ما بهره مند شوید.
سوالات متداول
به دلیل این که اگر هر مرکزی از تولید قطعات صنعتی عاجز باشد بدیهی است که از عرصه رقابت تولیدات عقب می افتد و بازار تولید را به سایرین واگذار می کند.
بله، طراحی صنعتی از جمله کار های بسیار حساس می باشد که کوچک ترین اشتباهی ممکن است در ساخت قطعات صنعتی اختلال ایجاد کند.
قطعات صنعتی به شیوه های گوناگون از قبیل پیک پیشتاز و …. شدنی می باشد.
بله، شرکت توسعه قدرت اسپادان به تولیدات تخصصی قطعات صنعتی می پردازد.